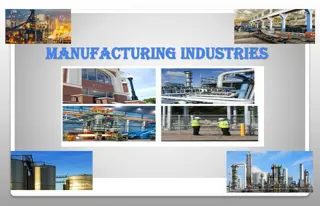
Advanced Manufacturing Processes Overview
The course MENG584 focuses on advanced manufacturing processes including traditional and nontraditional machining techniques. Material removal processes, machining accuracy, and surface finish considerations are highlighted. Various machining methods such as cutting, abrasion, thermal, chemical, and hybrid processes are discussed. The importance of dimensional accuracy and surface quality in manufacturing parts is emphasized, especially for complex geometries and challenging materials.

Uploaded on Oct 04, 2024 | 0 Views
Download Presentation

Please find below an Image/Link to download the presentation.
The content on the website is provided AS IS for your information and personal use only. It may not be sold, licensed, or shared on other websites without obtaining consent from the author. Download presentation by click this link. If you encounter any issues during the download, it is possible that the publisher has removed the file from their server.
E N D
Presentation Transcript
MENG584 Advanced Manufacturing Processes Presented by: Assist. Prof. Dr. Mohammed. Asmael
Grading Midterm: 20% one exam Individual project: 30% One quiz: 10% Final exam: 40%
Outlines Material Removal Processes Introduction Traditional Machining o Machining by cutting o Machining by abrasion (MA) Nontraditional Machining o Single-action nontraditional machining Mechanical machining Thermal machining. Chemical and electrochemical machining.
o Hybrid machining Hybrid chemical and electrochemical processes. Hybrid thermal machining.
Material Removal Processes Parts manufactured by casting, forming, and various shaping processes often require further operations before they are ready for use or assembly. In many engineering applications, interchangeable in order to function properly and reliably during their expected service lives; thus control of the dimensional accuracy and surface finish of the parts is required during manufacture. Machining involves the removal of some material from the workpiece (machining allowance) in order to produce a specific geometry at a definite degree of accuracy and surface quality. parts have to be
Material Removal Processes In modern machining practice, harder, stronger, and tougher materials that are more difficult to cut are frequently used. More attention is, therefore, directed toward machining processes where the mechanical properties of the workpiece material are not imposing any limits on the material removal process. In this regard, the nonconventional machining techniques came into practice as a possible alternative concerning machinability, shape complexity, surface integrity, and miniaturization requirements.
Traditional Machining Machining removes certain parts of the workpieces to change them to final parts. Traditional, also termed conventional, machining requires the presence of a tool that is harder than the workpiece to be machined. This tool should be penetrated in the workpiece to a certain depth. Moreover, a relative motion between the tool and workpiece is responsible for forming or generating the required shape. Traditional machining can be classified according to the machining action of cutting (C) and mechanical abrasion (MA)
Traditional Machining Machining by cutting During machining by cutting, the tool is penetrated in the work material to the depth of the cut. Arelative (main and feed) motion determines the workpiece geometry required. The cutting action removes the machining allowance in the form of chips, which are visible to the naked eye. A relative motion is required to produce the chip (main motion) in addition to the tool feed in depth.
Traditional Machining Machining by abrasion (MA) The term abrasion machining usually describes processes whereby the machining allowance is removed by a multitude of hard, angular abrasive particles or grains (also called grits), which may or may not be bonded to form a tool of definite geometry. During abrasive machining, the individual cutting edges are randomly oriented and the depth of engagement (the undeformed chip thickness) is small and not equal for all abrasive grains that are simultaneously in contact with the workpiece.
Traditional Machining Machining by abrasion (MA)
Nontraditional Machining These methods play a considerable role in the aircraft, automobile, tool, die, and mold making industries. The nontraditional machining methods are classified according to the number of machining actions causing the removal of material from the workpiece. Single-action nontraditional machining Hybrid machining
Single-action nontraditional machining For these processes only one machining action is used for material removal. These can be classified according to the source of energy used to generate such a machining action: mechanical, thermal, chemical and electrochemical.
Mechanical machining Machining occurs by MA in USM while cutting is adopted using a fluid jet in case of WJM. The machining medium is solid grains suspended in the abrasive slurry in the former, while a fluid is employed in the WJM process. The introduction of abrasives to the fluid jet enhances the cutting in case of abrasive water jet machining (AWJM) or ice particles during ice jet machining (IJM).
Thermal machining. Thermal machining removes the machining allowance by melting or vaporizing the workpiece material. Many secondary phenomena relating to surface quality occur during machining such as microcracking, formation of heat- affected zones, and striations. For each of these processes, the machining medium is different While electrodischarge occurs in a dielectric liquid for EDM, ion and laser beams are achieved in a vacuum during IBM and LBM
Chemical and electrochemical machining. Chemical milling (CHM) and photochemical machining (PCM), also called chemical blanking (PCB), use a chemical dissolution (CD) action to remove the machining allowance through ions in an etchant. Electrochemical machining (ECM) uses the electrochemical dissolution (ECD) phase to remove the machining allowance using ion transfer in an electrolytic cell.
Chemical and electrochemical machining.
Hybrid machining Achieved by combining different machining actions or phases to be used on the material being removed. The performance characteristics of a hybrid process are considerably different from those of the single-phase processes in terms of productivity, accuracy, and surface quality. Depending on the major machining phase involved in the material removal, hybrid machining can be classified into hybrid chemical and electrochemical processes and hybrid thermal machining.
Hybrid chemical and electrochemical processes. In this family of hybrid machining processes, the major material removal phase is either CD or ECD. Such a machining action can be combined with the thermal assistance by local heating electrochemical machining (ECML). in case of laser-assisted Ultrasonic-assisted employs an USM component with ECM. The mechanical action of the fluid jet assists the process of chemical dissolution in electrochemical buffing (ECB). electrochemical machining (USMEC)
Hybrid thermal machining. In this case the main material removal mechanism is a thermal one. The combination of this phase with the ECD phase, MA action, and ultrasonic (US) vibration generates a family of double action processes. The triplex hybrid machining is also achievable by combining the electrodischarge erosion (EDE) phase, the ECD action, and the MA in grinding (G). Such a combination enhance the rate of material removal and surface quality in electrochemical discharge grinding (ECDG) and the other hybrid processes