Overview of Metal and Sand Casting Processes
Introduction to
Metal and Sand Casting
Casting, one of the oldest manufacturing processes,
dates back to
4000 B.C.
when copper
arrowheads
(
(رأس السهم
were made.
Casting processes basically involve the
introduction of
a
molten metal
into
a
mold cavity
, where upon
solidification
, the metal takes on the shape of the mold
cavity.
Simple and complicated
shapes can be made from any
metal
that can be
melted
.
Casting sizes
range form few mm (teeth of a zipper
سستة
) to 10 m (propellers of ocean liners
رفاص بواخر
.(المحيط
Fundamentals of Casting
•
6.5 million kg of castings are produced
every year
•
The most common materials cast are
gray iron, ductile iron, aluminum
alloys, and copper alloys
•
35% of the market is in
automotive
and
light truck
manufacturing
•
Castings are used in
applications
ranging from
agriculture
to
railroad
equipment,
automobiles
and
aircrafts
components, and
heating
and
cooling
equipments.
The Casting Industry
1.
Can create
complex part geometries
2.
Can create both
external and internal shapes
3.
Some casting processes are
net shape
;
others are
near net shape
4.
Cast material is isotropic
. It has the same physical and mechanical properties
along any direction.
5.
It is
economical,
with
very little wastage
: the extra metal in each casting is re-
melted and re-used
6.
Can produce a wide
variety of sized parts
:
–
Large parts: engine blocks,
cylinder heads,
railway wheels, pipes……etc.
–
Small parts: dental crowns, jewelry,
gears,
brake components.
Limitations of Casting
Capabilities and Advantages of Casting
1.
Porosity
(empty spaces within the metal - reduces the strength of metal)
2.
Limitations on
mechanical properties
3.
Poor dimensional
accuracy and surface finish
for some processes (sand casting)
4.
Safety hazards
to workers due to hot molten metals
Typical applications for castings and casting characteristics
Two Categories of Casting Processes
1.
Expendable mold processes
:
uses a mold which is
destroyed
to remove
casting:
Mold materials: sand with binders,
Foam and Wax.
Advantage
: more complex shapes possible
Disadvantage:
production
rates
often
limited
by time to make mold rather
than casting itself
2.
Permanent mold processes
:
uses a mold which can be used over and over:
Made of metal (or ceramic refractory material)
Advantage:
higher
production
rates
Disadvantage:
geometries limited by need to open the mold
1.
Geometric simplicity
- Avoid unnecessary complexity.
2.
Corners - Avoid sharp corners (preferred
fillet radius).
3.
Section thickness
- Uniform section thickness to avoid shrinkage
cavities and hot spots.
4.
Use of cores
- minimize the use of core
5.
Dimensional tolerance and surface finish
- proper choice of casting
method.
6.
Inclination
allowance (draft)
- Facilitate removal of parts from mold in
permanent casting, and
for easy drag the pattern from the sand mold.
7.
Machining allowance
- For assembly purposes, typically 1.5 to 6 mm.
8.
Shrinkage allowance
– For
to compensating the shrinkage of the part.
Product Design Considerations
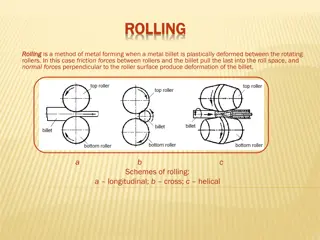
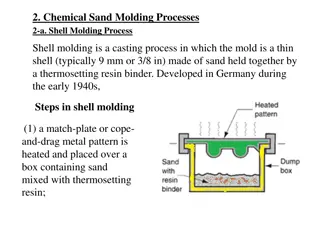
Sand Casting
Casting Processes
1.
Preparing a
mold cavity
of the desired shape with proper
allowances
(inclination, shrinkage, and machining).
2.
Melting
the metal with acceptable quality and temp.
3.
Pouring
the metal into the
cavity
and providing means for
the
escape of air or gases
.
4.
Solidification
process, must be properly designed and
controlled to avoid defects.
5.
Mold removal
.
6.
Finishing
, cleaning and inspection operations.
7.
Heat treatment
of casting is sometimes required to
improve metallurgical properties
9
Production Steps in Sand-Casting
Sand Casting Mold Terms
Gating system
Mold cavity
Core if found
Mold
Mold frame (flask) consists of two parts
•
Cope
is the upper molding flask
•
Drag
is the lower molding flask
Parting line
separates the two halves
1.
Produce parts with
complex geometries, both internally and
externally
.
2.
Castings range in size
from small to very large.
3.
Nearly all alloys
can be sand casted, including metals with
high
melting temperatures
, such as steel, nickel, and titanium
4.
Production
quantities from one to millions
5.
Inexpensive mold
6.
Casting is the
easiest
and
quickest
way (technique) from
drawing (design) to the production.
Advantageous of Sand Casting
1.
Porosity
(المسامية)
(empty spaces within the metal - reduces the
strength of metal)
2.
Limitation
on mechanical properties
3.
Poor
dimensional accuracy
4.
Poor
surface finish
5.
Safety hazards
to humans and environmental problems
6.
Slower production rate
7.
Removal of
pattern
of the
thin
and
small
parts is very difficult
Disadvantageous of Sand Casting
Metal and sand casting are ancient manufacturing techniques dating back to 4000 B.C., allowing the production of complex shapes in various metals. The casting industry produces millions of kilograms of castings annually, primarily using materials like gray iron, ductile iron, aluminum alloys, and copper alloys. Casting offers advantages such as creating both internal and external shapes, isotropic material properties, and the ability to produce a wide range of part sizes. However, limitations include porosity, limited mechanical properties, and safety hazards due to molten metals. Different casting processes, such as expendable mold and permanent mold, offer varying levels of complexity and production rates. Careful product design considerations are essential for successful casting processes.

Download Presentation

Please find below an Image/Link to download the presentation.
The content on the website is provided AS IS for your information and personal use only. It may not be sold, licensed, or shared on other websites without obtaining consent from the author.If you encounter any issues during the download, it is possible that the publisher has removed the file from their server.
You are allowed to download the files provided on this website for personal or commercial use, subject to the condition that they are used lawfully. All files are the property of their respective owners.
The content on the website is provided AS IS for your information and personal use only. It may not be sold, licensed, or shared on other websites without obtaining consent from the author.
E N D
Presentation Transcript
Introduction to Metal and Sand Casting
Fundamentals of Casting Casting, one of the oldest manufacturing processes, dates back to 4000 B.C. when copper arrowheads ( ( were made. Casting processes basically involve the introduction of a molten metal into a mold cavity, where upon solidification, the metal takes on the shape of the mold cavity. Simple and complicated shapes can be made from any metal that can be melted. Casting sizes range form few mm (teeth of a zipper ) to 10 m (propellers of ocean liners (.
The Casting Industry 6.5 million kg of castings are produced every year The most common materials cast are gray iron, ductile iron, aluminum alloys, and copper alloys 35% of the market is in automotive and light truck manufacturing Castings are used in applications ranging from agriculture to railroad equipment, automobiles and aircrafts components, and heating and cooling equipments.
Capabilities and Advantages of Casting 1. 2. 3. 4. Can create complex part geometries Can create both external and internal shapes Some casting processes are net shape; others are near net shape Cast material is isotropic. It has the same physical and mechanical properties along any direction. It is economical, with very little wastage: the extra metal in each casting is re- melted and re-used Can produce a wide variety of sized parts: Large parts: engine blocks, cylinder heads, railway wheels, pipes etc. Small parts: dental crowns, jewelry, gears, brake components. 5. 6. Limitations of Casting 1. Porosity (empty spaces within the metal - reduces the strength of metal) 2. Limitations on mechanical properties 3. Poor dimensional accuracy and surface finish for some processes (sand casting) 4. Safety hazards to workers due to hot molten metals
Typical applications for castings and casting characteristics
Two Categories of Casting Processes 1. Expendable mold processes: uses a mold which is destroyed to remove casting: Mold materials: sand with binders, Foam and Wax. Advantage: more complex shapes possible Disadvantage: production rates often limited by time to make mold rather than casting itself 2. Permanent mold processes: uses a mold which can be used over and over: Made of metal (or ceramic refractory material) Advantage:higher production rates Disadvantage: geometries limited by need to open the mold
Product Design Considerations 1. Geometric simplicity - Avoid unnecessary complexity. 2. Corners - Avoid sharp corners (preferred fillet radius). 3. Section thickness - Uniform section thickness to avoid shrinkage cavities and hot spots. 4. Use of cores - minimize the use of core 5. Dimensional tolerance and surface finish - proper choice of casting method. 6. Inclination allowance (draft) - Facilitate removal of parts from mold in permanent casting, and for easy drag the pattern from the sand mold. 7. Machining allowance - For assembly purposes, typically 1.5 to 6 mm. 8. Shrinkage allowance For to compensating the shrinkage of the part.
Casting Processes 1. Preparing a mold cavity of the desired shape with proper allowances (inclination, shrinkage, and machining). Melting the metal with acceptable quality and temp. Pouring the metal into the cavity and providing means for the escape of air or gases. Solidification process, must be properly designed and controlled to avoid defects. Mold removal. Finishing, cleaning and inspection operations. Heat treatment of casting is sometimes required to improve metallurgical properties 2. 3. 4. 5. 6. 7. 9
Sand Casting Mold Terms Mold Mold frame (flask) consists of two parts Cope is the upper molding flask Drag is the lower molding flask Parting line separates the two halves Gating system Mold cavity Core if found
Advantageous of Sand Casting 1. Produce parts with complex geometries, both internally and externally. 2. Castings range in size from small to very large. 3. Nearly all alloys can be sand casted, including metals with high melting temperatures, such as steel, nickel, and titanium 4. Production quantities from one to millions 5. Inexpensive mold 6. Casting is the easiest and quickest way (technique) from drawing (design) to the production.
Disadvantageous of Sand Casting 1. Porosity strength of metal) 2. Limitation on mechanical properties 3. Poor dimensional accuracy 4. Poor surface finish 5. Safety hazards to humans and environmental problems 6. Slower production rate 7. Removal of pattern of the thin and small parts is very difficult (empty spaces within the metal - reduces the ) (