Caterpillar Cat 966F WHEEL LOADER (Prefix 3XJ) Service Repair Manual Instant Download
Please open the website below to get the complete manualnn//

Download Presentation

Please find below an Image/Link to download the presentation.
The content on the website is provided AS IS for your information and personal use only. It may not be sold, licensed, or shared on other websites without obtaining consent from the author. Download presentation by click this link. If you encounter any issues during the download, it is possible that the publisher has removed the file from their server.
E N D
Presentation Transcript
Service Repair Manual Models 966F WHEEL LOADER
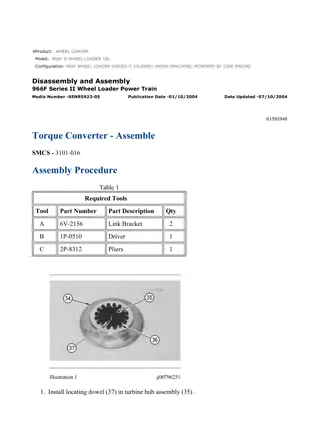
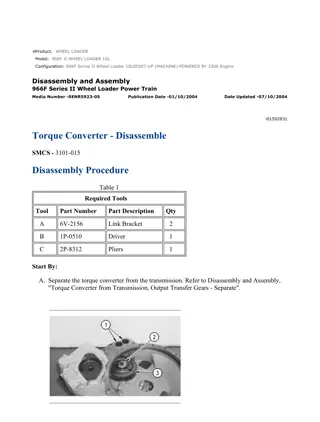
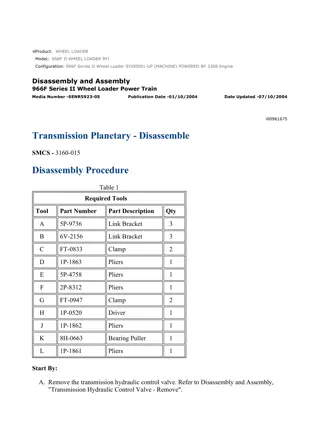
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 1/10 Shutdown SIS Previous Screen Product: WHEEL LOADER Model: 966F WHEEL LOADER 3XJ Configuration: 966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine Disassembly and Assembly 966F WHEEL LOADER POWER TRAIN Media Number -SENR4771-04 Publication Date -01/12/2005 Date Updated -18/02/2005 SENR47710012 Axle Shaft Assemblies SMCS - 3260-017 Disassemble & Assemble Axle Shaft Assemblies Start By: a. remove front axle housing group (fixed) b. remove rear axle housing group (oscillating) NOTE: The axle shaft assemblies used in the front and rear axle housing groups are similar. The removal, disassembly, assembly and installation procedures are the same for both axle groups. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 2/10 1. Install the axle housing group on Tool (G) in a vertical position as shown. 2. Fasten Tool (A) and a hoist to the rim flange of the axle shaft as shown. Remove twenty six bolts (1) and the washers that hold axle shaft assembly (2) to the differential housing. Carefully remove the axle shaft assembly. The weight of the axle shaft assembly is approximately 295 kg (650 lb). 3. Remove the bottom half of the axle housing group from Tool (G). Install axle shaft assembly on Tool (G) with planetary carrier assembly (5) facing up as shown. NOTE: To completely remove retaining ring (3) from the axle shaft assembly, planetary carrier assembly (5) must be removed and disassembled. 4. Use Tool (B) to remove retaining ring (3) from the groove in the end of the axle shaft (4). Position the retaining ring in the planetary carrier. 5. Fasten Tool (C) and a hoist to planetary carrier assembly (5) as shown. Remove the planetary carrier assembly from the axle shaft housing. The weight of the planetary carrier assembly is approximately 80 kg (175 lb). https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
https://www.ebooklibonline.com Hello dear friend! Thank you very much for reading. Enter the link into your browser. The full manual is available for immediate download. https://www.ebooklibonline.com
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 3/10 6. Disassemble planetary carrier assembly (5) as follows: a. Using a hammer and punch, push spring pin (7) all the way into shaft (6). b. Remove shaft (6), thrust washers (11) and (8) and planetary gear (10) from the carrier. c. Remove bearing (9) from planetary gear (10). d. Remove spring pin (7) from shaft (6) with a hammer and punch. e. Remove the other two planetary gears (10) from the carrier as in Steps 6a through 6d. f. Remove retaining ring (3) from the carrier. The axle shaft housing has been removed from the axle shaft for better photo illustration of mounting the axle shaft to Tool (G). https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 4/10 7. Fasten the rim flange of the axle shaft to Tool (G) with suitable size bolts as shown in Photo C42124P1. Installation of the bolt will prevent the axle shaft from turning when bearing nut (12) is removed. Use Tooling (D) to remove bearing nut (12) from the axle shaft. 8. Fasten Tooling (A) and a hoist to the axle shaft housing as shown. Put slight lifting tension on the axle shaft housing. NOTE: The bearing cone which is located under bearing nut (12) will be removed at the same time that the axle shaft housing is being removed from the axle shaft. 9. Fasten Tool (E) to the axle shaft housing as shown. Put a hand operated hydraulic jack between Tool (E) and the end of the axle shaft as shown. Operate the hydraulic jack to push the axle shaft bearing and inner bearing cone off of the axle shaft. Remove the axle shaft housing and inner bearing cone from the axle shaft. The weight of the axle shaft housing is approximately 105 kg (231 lb). 10. Remove the inner bearing cone from the axle shaft housing. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 5/10 11. Remove inner bearing cup (13) from the axle shaft housing. NOTICE Ring gear (14) will be destroyed when it is removed from the axle shaft housing. 12. Remove ring gear (14) from the axle shaft housing. Using a torch, cut the ring gear in two places, 180 apart. Cut the ring gear at the position of the locating dowels in the axle shaft housing. An alternate method is to make three welds equally spaced around the circumference of the ring gear to cause it to shrink. Remove the four locating dowels for ring gear (14). 13. Remove Duo-Cone seal (15) and outer bearing cup (16) from the opposite end of the axle shaft housing. 14. Remove Duo-Cone seal (18) and outer bearing cone (17) from the axle shaft. NOTE: The following steps are for the assembly of the axle shaft assemblies. 15. Fasten the rim flange of the axle shaft to Tool (G) with suitable size bolts as shown. Heat outer bearing cone (17) to a maximum temperature of 135 C (275 F), and install the bearing cone on https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 6/10 the axle shaft as shown. Be sure the bearing cone is seated against the shoulder on the end of the axle shaft. Allow the bearing cone and shaft to cool. NOTICE See, "Assembly And Installation Of Conventional Duo-Cone Seals" in this module. NOTE: The rubber seals and all surfaces that make contact with the seals must be clean and dry. After installation of the seals, put clean SAE 30 oil on the contact surfaces of the metal seals. 16. Use Tool (F) to install the Duo-Cone seal in the end of the axle shaft. 17. Lower the temperature of outer bearing cup (16), and install it in the end of the axle shaft housing as shown. Be sure the bearing cup is seated all the way down in the axle shaft housing. NOTICE See, "Assembly And Installation Of Conventional Duo-Cone Seals" in this module. NOTE: The rubber seals and all surfaces that make contact with the seals must be clean and dry. After installation of the seals, put clean SAE 30 oil on the contact surfaces of the metal seals. 18. Use Tool (F) to install the Duo-Cone seal in the end of the axle shaft housing. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 7/10 19. Lower the temperature of inner bearing cup (13), and install it in the opposite end of the axle shaft housing as shown. Be sure the bearing cup is seated all the way down against the shoulder in the axle shaft housing. NOTE: Four dowels (19) are used to locate and hold ring gear (14) in position in the axle shaft housing. The four dowels are not equally spaced. 20. Locate the position of the ring gear in relation to the axle shaft housing by aligning the half holes for the four dowels. Put alignment marks on the ring gear and axle shaft housing to ensure correct installation. 21. Lower the temperature of ring gear (14) to a temperature of -38 C (-36 F). Install four dowels (19) in the half holes on the outside diameter of the ring gear. Use an O-ring seal or rubber band to hold the four dowels in position. 22. Using a press, install ring gear (14) in the axle shaft housing. Install the ring gear with the chamfered side down. As the ring gear is being pressed into the axle shaft housing, it will be necessary to tap four dowels (19) down along with the ring gear. After installation, the ring gear should be even or slightly below the machined surface of the axle shaft housing. The four dowels must be flush with the ring gear. 23. Put a thin coat of clean SAE 30 oil on the outer bearing cone on the end of the axle shaft and on the contact surfaces of the Duo-Cone seal on the end of the axle shaft and in the axle shaft housing. Fasten Tool (A) and a hoist to the axle shaft housing as shown. Lower the axle shaft housing on to the axle shaft. 24. Heat inner bearing cone (20) to a maximum temperature of 135 C (275 F). Install the inner bearing cone on the axle shaft with slight end play remaining. After the inner bearing cone cools, lubricate it with clean SAE 30 oil. NOTICE The adjusting nut (12) must be installed with side that has the part number facing away from the inner bearing cone (20). https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 8/10 25. Put clean SAE 30 oil on bearing nut (12). Install bearing nut (12) on the axle shaft. Tighten the nut until only a small amount of end play remains in the axle shaft assembly. 26. Measure the torque required (also called "Seal Drag Torque" or SDT) to rotate the axle housing as follows: a. Install a nut and bolt through one of the outer mounting bolt holes in the axle housing. b. Install a 203 mm (8 in) torque wrench on the bolt installed in Step 26a so that it is in line with the center of the axle shaft. c. While turning the axle housing with the torque wrench, note the reading on the torque wrench, and calculate the actual seal drag torque with the following formula: Where: "SDT" is the actual seal drag torque (in N m) "C" is the reading on the torque wrench (in N m) "B" is the length of the torque wrench (in meters) "A" is the bolt circle radius of the axle housing in meters and is equal to .234 m (9.213 in). 27. While turning the axle housing with the torque wrench, tighten bearing nut (12) until the torque wrench reading calculated with the following formula is reached: Where: "C" is the reading on the torque wrench (in N m) "B" is the length of the torque wrench (in meters) https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 9/10 "A" is the bolt circle radius of the axle housing in meters and is equal to .234 m (9.213 in). "T" is the rolling torque specification for axle bearing preload which is 10.4 to 11.6 N m (92 to 103 lb in). "SDT" is the actual seal drag torque (in N m) from Step 26. 28. Check to be sure there is zero end play in the axle shaft. 29. If the axle bearing preload rolling torque exceeds the specification, back off bearing nut (12) by 1/8 turn, and reseat the bearing against the bearing nut. Perform Step 27 again. 30. Assemble planetary carrier assembly (5) as follows: a. Install retaining ring (3) in the carrier. b. Put clean SAE 30 oil on all parts of planetary carrier assembly (5). c. Install bearing (9) in planetary gear (10). d. Put thrust washers (11) and (8) on each side of planetary gear (10), and install the planetary gear in the carrier. e. Install shaft (6) in the carrier. Be sure the spring pin hole in the shaft is in alignment with the spring pin hole in the carrier. Install a new spring pin in the carrier and shaft. Install the spring pin slightly below the outside surface of the carrier. f. Install the other two planetary gears in the carrier as in Steps 30a through 30e. 31. Fasten Tool (C) and a hoist to planetary carrier assembly (5). Lower the planetary carrier assembly into the axle housing. As the planetary carrier assembly is being lowered into position, align the flat on the hub of the planetary carrier assembly with the flat on bearing nut (12). https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine... 10/10 32. Use Tool (B) to install retaining ring (3). Check to be sure that the retaining ring is fully seated in the groove in the axle shaft. 33. Remove axle shaft assembly (2) from Tool (G). Reinstall the bottom half of the axle housing group on Tool (G). 34. Put 6V-6640 Sealant on the machined surface of the axle shaft housing and on the intermediate housing assembly. Fasten Tool (A) and a hoist to the rim flange on the axle shaft. Put axle shaft assembly (2) in position on the differential housing. Install twenty six washers and bolts (1) that hold it. Tighten the bolts to a torque of 300 40 N m (220 30 lb ft). End By: a. install rear axle housing group (oscillating) b. install front axle housing group (fixed) Copyright 1993 - 2020 Caterpillar Inc. Mon Mar 23 11:47:46 UTC+0800 2020 All Rights Reserved. Private Network For SIS Licensees. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 1/4 Shutdown SIS Previous Screen Product: WHEEL LOADER Model: 966F WHEEL LOADER 3XJ Configuration: 966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine Disassembly and Assembly 966F WHEEL LOADER POWER TRAIN Media Number -SENR4771-04 Publication Date -01/12/2005 Date Updated -18/02/2005 SENR47710013 Brake Groups SMCS - 4250-010 Remove & Install Brake Groups Start By: a. remove front axle housing group (fixed) b. remove rear axle housing group (oscillating) NOTE: The brake group used in the front and rear axle housing groups is the same. 1. Remove the axle shaft assembly. See "Disassemble & Assemble Axle Shaft assemblies" in this module. 2. Remove reaction plate (1). https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 2/4 3. Remove three springs (2), sun gear (3) and friction disc (4). Brake piston (5) must be removed from the intermediate brake housing assembly with shop air pressure. The brake piston can come out of the intermediate housing assembly with force during the removal procedure. To prevent possible personal injury, the brake piston must be retained in the intermediate housing assembly when applying shop air pressure. 4. While retaining the brake piston, apply shop air pressure (free of water) of approximately 525 kPa (75 psi) to fitting (Y). Brake piston (5) will move up and out of the intermediate housing assembly. 5. Remove seal (6) and seal assembly (7) with the back-up ring. NOTE: The following steps are for the installation of the brake group. NOTE: Lubricate all seals with SAE 30 oil. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 3/4 6. Install seal (6) and seal assembly (7) with the back-up ring. Seal assembly (7) consists of an L- shaped seal and a back-up ring. Put the L-shaped seal with the flat side towards the differential. Put the back-up ring in position away from the differential. 7. Install piston (5) in the intermediate housing assembly. NOTICE The continued use of friction disc with 7.65 mm (.301 in) or less of friction material (depth of oil groove) will result in accelerated wear. Do not use the disc color as an indication for wear. The overall thickness and groove depth are more important. 8. Inspect friction disc (4) for wear. Replace the friction disc if the friction material thickness is 7.65 mm (.301 in) or less. Immerse the friction disc in clean SAE 30 oil. Install friction disc (4), sun gear (3) and three springs (2). 9. Install reaction plate (1). 10. Install the axle shaft assembly. See "Disassemble & Assemble Axle Shaft Assemblies" in this module. End By: https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 4/4 a. install rear axle housing group (oscillating) b. install front axle housing group (fixed) Copyright 1993 - 2020 Caterpillar Inc. Mon Mar 23 11:48:42 UTC+0800 2020 All Rights Reserved. Private Network For SIS Licensees. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 1/11 Shutdown SIS Previous Screen Product: WHEEL LOADER Model: 966F WHEEL LOADER 3XJ Configuration: 966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine Disassembly and Assembly 966F WHEEL LOADER POWER TRAIN Media Number -SENR4771-04 Publication Date -01/12/2005 Date Updated -18/02/2005 SENR47710014 Differentials & Pinion Assemblies SMCS - 3280-010 Remove & Install Differentials & Pinion Assemblies Start By: a. remove front axle housing group (fixed) b. remove rear axle housing group (oscillating) 1. Remove one of the brake groups from the axle housing group. See the topic, "Remove & Install Brake Groups" in this module. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 2/11 2. Fasten a hoist to intermediate housing assembly (1) as shown. Remove the four bolts that hold intermediate housing assembly (1) to the differential center housing. Remove the intermediate housing assembly. The weight of the intermediate housing assembly is approximately 57 kg (125 lb). 3. Remove bolt (2) and washer (3). NOTE: Two different size adjusting nuts are used in the bevel gear group. Use Tool (E) or (F) to remove the appropriate size adjusting nuts. 4. Use appropriate Tool, Tool (E) or (F), to remove adjusting nut (4). Remove the pin, sleeve (6) and bearing cup (7) from intermediate housing assembly (1). 5. Remove two of the bolts (8), located 180 apart from each other, that hold the pinion assembly to the differential center housing. Install two suitable size guide bolts that are approximately 152.4 mm (6.00 in) long in the bolt holes as shown. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 3/11 6. Remove the remaining bolts (8) that hold the pinion assembly to the differential center housing. Slide the pinion out on the guide bolts far enough to install Tool (A). Fasten a hoist to the pinion assembly as shown. 7. Remove the pinion assembly from the differential center housing. The weight of the pinion assembly is approximately 66 kg (145 lb). Remove the shims and O-ring seal from the pinion housing. 8. Fasten Tool (A) and a hoist to the differential as shown. Carefully lift the differential out of the differential center housing. The weight of the differential is approximately 109 kg (240 lb). 9. Turn the remainder of the axle housing group over, and fasten it to the transmission repair stand. Fasten Tool (B) and a hoist to the rim flange on axle shaft assembly (9) as shown. Remove twenty six bolts (10) and the washers that hold the axle shaft assembly to the differential center housing. Remove the axle shaft assembly. The weight of the axle shaft assembly is approximately 295 kg (650 lb). 10. Remove the brake group from the differential center housing. See "Remove & Install Brake Groups" in this module. 11. Repeat Steps 2 through 4 to remove and disassemble the other intermediate housing assembly (1) that is on the differential center housing. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 4/11 12. Remove bearing cone (11) from the differential with Tool (C). 13. Turn the differential over, and remove bearing cone (12) with Tool (D). 14. Use a press to remove the four large spring pins and four small spring pins (13) from the differential. 15. Remove twenty bolts (14) that hold bevel gear (15) in position. Using a press, remove bevel gear (15) from the differential. NOTE: The following procedure is for the installation of the differential and pinion assembly. Also, the following procedure controls bearing preload and gives the same results for new or used bearings. NOTE: Make sure that all shipping and storage bolts have been removed from the differential case before installation into the differential housing. Refer to Special Instruction, REHS0986 "Procedure for the Removal of Bolts That Are Used for Shipping on Differentials" for additional information. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 5/11 16. Heat bevel gear (15) to a temperature of 135 C (275 ) for a maximum of four hours. Install the bevel gear on the differential. 17. Install four large pins (13) partially into bevel gear (15). Install four small pins (13) into the large pins. Press the pins into bevel gear (15) until they are even with the outside surface of the bevel gear. Install sixteen bolts (14) that hold the bevel gear to the differential. Tighten bolts (14) to a torque of 190 20 N m (140 15 lb ft). Tighten each bolt an additional 180 5 . Check to be sure the bevel gear is seated on the differential group shoulder. 18. Press bearing cone (11) and bearing cone (12) on the differential case. Check for full seating of the bearing cones. NOTE: Cup freezing or cone heating may be used if cups or cones are reset with a driver or press after the parts have reached a uniform temperature. Limit one cone heating to 135 C (275 F) maximum for a maximum of 4 hours. Lubricate the bearings after they have cooled to prevent rusting. 19. Install bearing cup (7), sleeve (6) and the pin in the intermediate housing. Lubricate the threads on adjusting nut (4), and install it in intermediate housing assembly (1). 20. Assemble the other intermediate housing (1) as in Step 19. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 6/11 21. Position the differential center housing on a transmission repair stand with the open side facing upward. Fasten Tool (A) and a hoist to the differential, and lower it on to the three dowels in the differential center housing. 22. Fasten a hoist to intermediate housing assembly (1). Install the intermediate housing assembly on the differential center housing. Install and tighten the four bolts that hold it. NOTE: Use the original thickness of shims or a new shim pack measured to the same thickness as the original pack. If the original shim pack is not available, use 60% of a new shim pack. 23. Lubricate and install the O-ring seal used on the pinion housing. Install the original shim pack on the pinion housing. Install the two guide bolts in the differential center housing. Fasten Tool (A) and a hoist to the pinion assembly, and install it in the differential center housing. Install twelve bolts (8) that hold the pinion assembly in position. Tighten the bolts to a torque of 300 40 N m (220 30 lb ft). NOTE: The shim pack thickness may have to be changed when adjusting the tooth contact pattern between the bevel gear and pinion shaft. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 7/11 24. Reposition the differential center housing on the transmission repair stand so the differential center housing and the pinion assembly are horizontal (the same position as they are in the vehicle). 25. Tighten adjusting nuts (4) and (26) with Tooling (E) and (F) to a position that maintains gear backlash (but not tight gear mesh) and a slight bearing end play. 26. Measure the torque required to rotate the pinion shaft. Record the measured torque. Use a 1U- 6690 Socket on the pinion shaft nut for this measurement. 27. While rotating the pinion shaft back and forth, tighten adjusting nut (26) to zero backlash position. Then back off adjusting nut (26) 20 plus the increment to the nearest lock position. 28. Tighten adjusting nut (4) while rotating the pinion shaft. Tighten nut (4) until a torque increase of 0.2 to 0.6 N m (2.0 to 5.0 lb in) over the torque recorded in Step 26 is measured. This is the seated position. 29. Tighten adjusting nut (4) 60 plus the increment to the nearest lock position. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 8/11 Pinion Shaft Spline (backlash measurement) (A) Distance of dial indicator from pinion centerline. NOTE: As a check for the correct assembly and adjustment, the rolling torque of the bevel gear group measured at the pinion shaft should be 1.8 to 3.6 N m (16 to 32 lb in) for new bearings and 0.9 to 1.8 N m (8 to 16 lb in) for used bearings. 30. Measure the backlash between bevel gear (15) and the pinion shaft. The backlash must be 0.30 + 0.12 - 0.10 mm (.011 + .005 - .004 in). Do this by placing a dial indicator (as shown) tangent to the spline, being sure the yoke or spline adapter is tight to the spline. 31. The following chart gives examples of backlash at the pinion shaft, by showing the different distances from the pinion centerline to the dial indicator: https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine(S... 9/11 32. If the backlash does not meet specifications, loosen one adjusting nut the same amount as the opposite adjusting nut is tightened. This will maintain the bearing preload. Illustration A 33. After the backlash and preload adjustments have been made, the tooth contact between pinion shaft and bevel gear (15) must then be checked. Do the procedure that follows: a. Put a small amount of Prussian blue, red lead or paint on three or four adjacent teeth of bevel gear (15). b. Rotate the pinion shaft several revolutions in one direction and then several revolutions in the opposite direction. Then turn the pinion shaft in one direction until the marked teeth can be seen. c. The correct area of tooth contact starts near the inside end of the teeth of bevel gear (15) and goes a maximum of 50% of the length of the teeth. See Illustration A for an example of the correct area of tooth contact. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
Suggest: If the above button click is invalid. Please download this document first, and then click the above link to download the complete manual. Thank you so much for reading
966F WHEEL LOADER 3XJ00001-UP (MACHINE) POWERED BY 3306 Engine... 10/11 Illustration B 34. If the tooth contact looks like the marks in Illustration B, do the procedure that follows: a. Remove some of the shims from behind the pinion housing. b. Do Steps 29, 30 and 31 for the backlash adjustment procedure again. c. Do Step 32 again. Illustration C 35. If the tooth contact looks like the marks in Illustration C, do the procedure that follows: a. Add shims behind the pinion housing. b. Do Steps 29, 30 and 31 again. c. Do Step 32 again. https://127.0.0.1/sisweb/sisweb/techdoc/techdoc_print_page.jsp?returnurl=/sis... 2020/3/23
https://www.ebooklibonline.com Hello dear friend! Thank you very much for reading. Enter the link into your browser. The full manual is available for immediate download. https://www.ebooklibonline.com

 POWERED BY 3306")
 POWERED BY 3306")

 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")
 POWERED BY 3306")

 POWERED BY 3306")