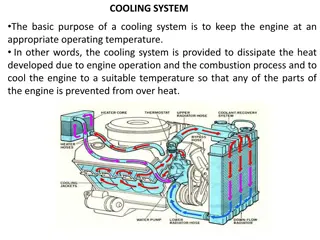
Outer Tracker Cooling Pipework Update at CERN
This update at CERN covers various tests and operations related to the cooling pipework of the outer tracker. It includes pressure drop tests, soldering, vacuum-brazing tests, and preheater operation tests. The setup involves tubes of different internal diameters connected to a measurement setup to evaluate their performance at low temperatures. Results show the nominal power of ladders in series and propose new tube IDs. Future plans include measuring pressure drops in the capillaries using the TIF plant.

Download Presentation

Please find below an Image/Link to download the presentation.
The content on the website is provided AS IS for your information and personal use only. It may not be sold, licensed, or shared on other websites without obtaining consent from the author.If you encounter any issues during the download, it is possible that the publisher has removed the file from their server.
You are allowed to download the files provided on this website for personal or commercial use, subject to the condition that they are used lawfully. All files are the property of their respective owners.
The content on the website is provided AS IS for your information and personal use only. It may not be sold, licensed, or shared on other websites without obtaining consent from the author.
E N D
Presentation Transcript
Outer Tracker: Cooling Pipework Update Tom French (CERN) 15/09/2020 http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg
Agenda Evaporator tube ID pressure drop tests. Soldering and vacuum-brazing tests. Preheater operation tests. http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 2
Evaporator tube ID pressure drop tests http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 3
Test Setup Tubes of different internal diameters, all in SS316L, bent into shape of 3 ladders in series (see image). Overall length 7.5m. Connected to measurement setup provided by Karol and Baby DEMO CO2 cooling plant. Run at -35 C, over a range of powers and flow rates. Whole setup insulated with 20-30mm Armaflex to minimize heat pickup to approx. 30W in measurement setup and 40W in evaporator section. Tube heated by DC resistive heating. Measured dP includes short connection pipes of 4mm ID. +V dP Bypass ? Flexible pipe ID 10.6mm, L=1.5m Coaxial pipe Inlet pipe, regulation valve and coriolis flowmeter ID 7.75mm, L=1.2m Connection pipes ID 4mm, L=0.4m Evaporator section ID=?, L=7.4m http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 4
Results Tube Diameter Nominal power of 3 TB2S ladders in series = 248W http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 5
Results Tube Diameter Baseline tube ID Current proposal for new tube ID, is this acceptable? T 5.4 0.6 C T 4.5 0.5 C T 3.8 0.4 C T 2.6 0.3 C At -35 C, 2 bar of pressure drop gives a delta T in the 2-phase CO2 of 4.6 C. http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 6
Future plans Plan to measure pressure drops in the capillaries (foreseen using TIF plant, ready end of November 2020). http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 7
Pipework connections 8 kamil.cichy@cern.ch, thomas.french@cern.ch
TB2S Proposed Pipework Stainless steel (SS316L) tubes in the Ladder. CuNi sleeve vacuum brazed to the tube before installation in the Ladder. Identical CuNi inlet, jumper and outlet tube diameters for standard connection and easy soldering (and the soldering will not melt the brazed adaptor joints). Alternative: vacuum-brazed 1/8 VCR gland and custom tee, orbital welded to return manifold SS316L 8mm/6mm tube SS316L 8mm/6mm tube Custom tee SS316L Vacuum braze All other upstream/ downstream connections via VCR or welds. OUTLET Orbital welded CuNi insert Vacuum brazed Soft solder during assembly Orbital weld TB2S Ladder CuNi sleeve Outlet tube CuNi 2.7/2.2mm Evaporator tube SS316L 2.5/2.2mm Soft solder during assembly Vacuum Brazed Soft solder during assembly Jumper tube CuNi 2.7/2.2mm TB2S Ladder INLET Evaporator tube SS316L 2.5/2.2mm Vacuum Brazed Inlet capillary SS316L 1.6/ 0.8mm Inlet/preheater tube CuNi 2.7/2.2mm SS316L tube SS316L Gland VCR Manifold for 6 or 7 loops Preheater CuNi Sleeve Soft solder during assembly Soft solder before/during assembly Vacuum Brazed Orbital welded 9 kamil.cichy@cern.ch, thomas.french@cern.ch
Real Components INLET SS316 1/4 VCR Female Nut SS316L VCR Manifold for 6 or 7 loops TEST OK TEST Inlet capillary SS316L 1.6/ 0.8mm Preheater ONGOING Inlet tube CuNi 2.7/2.2mm BRAZE BRAZE SOLDER CuNi Sleeve SS316L 8mm tee SS316L VCR 1/4 Gland SS316 1/4 VCR Short Male Nut TEST OK ORBITAL WELD Outlet tube CuNi 2.7/2.2mm TEST OK TEST OK TEST OK OUTLET TEST PLANNED SOLDER CuNi sleeve BRAZE SOLDER CuNi sleeve SOLDER SS316L Custom tees for other loops TEST OK CuNi insert BRAZE TEST OK BRAZE TEST OK BRAZE Evaporator tube SS316L 2.5/2.2mm SS316L Custom reducing union SS316L Custom tee SS316L 8mm tee TB2S Ladder Return manifold tube SS316L 8mm/6mm ORBITAL WELD TEST ONGOING ALTERNATIVE RETURN MANIFOLD CONNECTION 10 kamil.cichy@cern.ch, thomas.french@cern.ch
Vacuum Brazing Fritz Motschmann carried out trials of vacuum brazing some CuNi sleeves to SS tubes: 1. SS316L 2.2x2.0mm tube to CuNi 70/30 sleeve using SCP1 filler (AgCuPd) at 810 C. Some discolouration of the tube on the first trial due to repeated attempts, 2nd attempt OK. Good wetting of CuNi draws filler material into joint. 2. SS316L 2.2x2.0mm tube to CuNi 70/30 sleeve using AuCu 80/20 filler at 900 C. Higher temperature gives matte finish to CuNi sleeve, but ok braze joint. Fritz suggests Cu evaporation gives matte finish. 3. SS304L 1.6x 0.6mm tube (1 end with Ni plating) to CuNi 70/30 sleeve using SCP1 filler (AgCuPd) at 810 C. Brazing ok with and without Ni plating. Longer heat time without Ni plating, so there may be more diffusion of filler material to be investigated by sectioning. Trials with CuNi tube to drilled SS316L VCR glands, SCP1 filler. Nickel plating of the SS gland gives better wetting and less reliance on diameter tolerances, but both with or without plating methods are fine. Trials with CuNi adaptor brazed into SS316L tee, SCP1 filler. This enables soldering of the CuNi tube into the return manifold. All components treated by Surface Treatment group prior to brazing. 11 kamil.cichy@cern.ch, thomas.french@cern.ch
Soldering We performed a soldering trial on the vacuum-brazed assemblies, joining a CuNi tube (representative of the ladder inlet/jumper/outlet tubes). Parts cleaned in acetone first, no abrasion. All attempts used CuNi 70/30 2.5x2.0mm tube to CuNi 70/30 sleeve using Pb62Sn36Ag2 0.5mm solder wire with ROL0 flux at 270-300 C. A custom soldering iron tip with semi-circular cut-out was used. 1. Using sample 1 from brazing, vertical, 30-40mm solder wire, long heat time. Large fillet, sleeve blocked due to excessive solder. 2. Using sample 1 from brazing, horizontal, 22mm solder wire, 45-60s heating before capillary action. Smaller fillet, good wetting. 3. Using sample 2 from brazing (matte finish), horizontal, 20mm solder wire, 90s heating. Solder seems to adhere better to shiny surface of sleeve (where there was a support). Good wetting, chamfer visible but ok coverage. Solder stays liquid a long time, easy to disturb tube position. 4. Using sample 2 from brazing (matte finish), horizontal, 25mm solder wire, 100s heating, pipe pushed sideways on cooling. Solder melts immediately and capillary action draws it into joint. Solder seems to adhere better to shiny surface of sleeve (where there was a support during brazing). Good wetting, even though pipe was pushed to one size of the joint the coverage is ok. 5. Using sample 3 from brazing (capillary without Ni coating), horizontal, 25mm solder wire, 60s heating. Immediate melting of solder and capillary action. Large fillet, V shape of solder on pipe, chamfer visible at top but ok coverage. 6. Using sample 3 from brazing (capillary with Ni coating), horizontal, 15mm solder wire, 60s heating. Iron rotated about tube to ensure capillary action everywhere, the solder did not flow immediately. Small fillet, V shape of solder on pipe, chamfer visible at top but ok coverage. 12 kamil.cichy@cern.ch, thomas.french@cern.ch
Soldering 1 2 3 4 5 6 13 kamil.cichy@cern.ch, thomas.french@cern.ch
Summary of Results Vacuum brazing works well with SS316L or 304L tubes in CuNi 70/30 sleeves. Nickel plating on the tube reduces heating time impact on diffusion to be explored. Filler with silver (SCP1) performs best due to lower temperature brazing (810 C). AuCu filler needs higher temperature (900 C) and this degrades the CuNi material finish (matte). Silver levels in the filler are acceptably low (see previous report by Kamil and CERN Safety). After vacuum brazing, soldering of CuNi 70/30 tubes into the sleeves in a horizontal position (as in the real detector) is feasible. Exact parameters need to be refined. The solder forms a V shape on the tube where the iron has not heated so much. Shape of solder tip could be optimised further. The solder does not wet the pieces well where there is a matte finish avoid heating CuNi above 810 C during vacuum brazing. Vacuum brazing works well with CuNi 70/30 adaptors into SS316L blocks. Vacuum brazing works well with CuNi 70/30 tubes into SS316L VCR glands. Next steps for analysis of the samples: CT Scan/sectioning at Bath samples of naked pipes and soldered/brazed assemblies ready to be sent. More trials ongoing/planned (inlet manifold Vacuum Brazing, VCR return welding). Read this connection method across to the TBPS. 14 kamil.cichy@cern.ch, thomas.french@cern.ch
TBPS Open questions: Check installation sequence. When do we install and solder the capillaries? What material should be used for the outlet pipe? SS316L custom tee SS316L 8mm/6mm tube OUTLET CuNi insert Vacuum brazing Soft soldering during assembly TBPS Layer Soft soldering during stacking Outlet pipe CuNi 3.7/3.0mm Outlet detector pipe CuNi 3.7/3.0mm or 316L 3.4/3.0mm with Cu plating CuNi sleeve TBPS Ring CuNi sleeve Soft All other upstream/ downstream connections via VCR or welds. Soft soldering during assembly Vacuum brazing Vacuum brazing soldering CuNi adaptor or Cu plating Cu U-Pipe CuNi sleeve Inlet capillary 316L Preheater Vacuum brazing or plating Detector flange INLET Soft soldering Cooling pipe 316L 2.5/2.2mm Vacuum brazing SS316L Gland VCR Manifold 15 kamil.cichy@cern.ch
Preheater Operation http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 16
Preheater Operation The previous tests measured the performance of the preheater when it is turned on AFTER the detector power. A recent set of tests looked at how the preheater performs when turned on BEFORE the detector power. The following tests used three TOB rods in series, with individual heaters on each cooling insert. http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 17
Preheater on AFTER modules 1. The dummy modules are turned on and left to stabilise for 10 minutes. 2. The preheater is turned on and left to stabilise in temperature for 3 minutes, then every 3 minutes the power is increased by 0.5W. 3. The temperatures of the tube and cooling inserts are recorded and the preheater power when the superheating disappears is recorded. Preheater temperature increases as power increases in 0.5W steps Preheater on Modules on Superheating gone! http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 18
Preheater on BEFORE modules 1. The preheater is turned on and left to stabilise in temperature for 3 minutes. 2. The dummy modules are turned on and left to stabilise for 15 minutes. 3. The temperatures of the tube and cooling inserts are recorded. Plotted below are selected temperatures against time (left) and fluid temperature vs. distance with increasing preheater power (right). Raw Data Modules on Superheating gone! Some inserts see superheated fluid Preheater on http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 19
Preheater on BEFORE modules Transition observed in insert temperature at 5.9W for this particular example. Superheating gone! This has been repeated for a number of different preheater lengths on different tubes. http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 20
Preheater Operation Length The length of the preheater which contacts the tube can be modified by counterboring the surface which contacts the tube. The length does not seem to have such an influence when it is turned on before the modules. For example, at 234W modules, 2.3g/s, -22 C, CuNi 2.0x2.5mm tube: Preheater Length (mm) Preheater Trigger Power (W) Before modules After modules 10 16 8 6 4 2 6.1 5.9 5.6 5.9 5 3 http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 21
Preheater Operation Flow Rate The preheater power when turned on before the modules seems instead to be much more dependent on the mass flow rate. For example, at 234W modules, 2.3g/s, -22 C, CuNi 2.0x2.5mm tube, 4mm length: Mass Flow Rate (g/s) Preheater Trigger Power (W) Before modules 5.6 13.7 After modules 5.5 7.4 2.3 3.1 This indicates that triggering will be more difficult in the TBPS rings if the preheater is turned on first, where the mass flow rate could be up to 4g/s. More tests are needed to measure this effect, but from a positive point of view triggering does still work, it just needs more power. http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 22
Preheater Operation Summary The preheater still works to remove/prevent superheating whether it is turned on before or after the modules in the case of the nominal flows for the TB2S ladders (2.4g/s). The preheater power at higher mass flow rate needs to be checked. Higher power may mean we cannot have 2 fully redundant preheaters per loop. There is a transition region of preheater power which should be avoided (by adding a bit of margin). The preheater length does not seem to have such an influence when it is turned on BEFORE the modules. Testing required at -35 C and with the chosen pipe geometry to be sure of operation. The preheater design has been tweaked to improve functionality (see below). Pt1000 temperature sensor glued in place Connection foreseen via soldered wires and a connector Aluminium plates extended for Pt1000 mounting Counterbore to adjust contact area with tube http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 23
http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpghttp://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg
Results Further Measurements http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 25
Powers and Flow Rates Assumed values: Evaporator Tube Length (mm) Basic (Whole Detector) Manifold Calculations Capillary Calculations Power/Structure (W) Modules/ Structure # Structures/ Loop Power/ Loop (W) Flow/ Loop (g/s) # Loops/ Segment # Inlet Manifolds/ Segment Max Length (m) Min ID (mm) # Modules # Structures Module Cables Si Self Total /Structure /Loop TBPS Flat L1 126 18 7 10.19 4.5 12.2 88.0 2 176.1 1.76 9 2 2000 4000 1.000 0.612 L2 286 26 11 10.19 6.35 10.8 129.2 2 258.4 2.58 13 2 2000 4000 1.000 0.710 L3 540 36 15 10.19 8.45 9.6 170.9 2 341.7 3.42 18 3 2000 4000 1.000 0.789 TBPS Tilted L1 432 24 18 10.19 7.6 30.5 221.5 1 221.5 2.22 12 2 1700 1700 1.270 0.701 L2 624 24 26 10.19 10 26.1 301.0 1 301.0 3.01 12 2 2500 2500 1.150 0.773 L3 864 24 36 10.19 13.4 23.3 403.5 1 403.5 4.04 12 2 3400 3400 1.030 0.844 TB2S L1 1152 96 12 5.75 2.2 11.6 82.8 3 248.3 2.48 8 2 2450 7350 1.230 0.728 L2 1440 120 12 5.75 2.2 8.9 80.1 3 240.3 2.40 10 2 2450 7350 1.450 0.743 L3 (3 lad) 1824 152 12 5.75 2.2 7.1 78.3 3 234.9 2.35 13 2 2450 7350 1.640 0.755 http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 26
Minimum tube wall thickness http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 27
Minimum tube wall thickness http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 28
Test Setup: TB2S Ladders Using existing Tracker Outer Barrel rods with the right size cooling pipes (2.0x2.2mm made out of Copper-Nickel), installed in an insulated box in the cold room in CERN building 186. The cold room is set to the CO2 saturation temperature (down to -25 C) to give an essentially adiabatic test environment (room temperature tuned to give no change in liquid CO2 temperature through the setup). Modules represented by 72 x 200 dummy load resistors providing 2W nominal (4W max) per cooling point, controlled by a power supply. TRACI CO2plant used (can achieve -25 C with 150W load). Pre-heater mounted on pipe before 1st ladder inlet and controlled with a separate power supply. Temperature distribution mapped using PT100 RTDs. CO2 Out 8mm pre-heater concept tested (2x10 resistors clamped to pipe) CO2 In http://design-guidelines.web.cern.ch/sites/design-guidelines.web.cern.ch/files/u6/CERN-logo_outline.jpg Logo 20/06/2019 T. French - G. Baldinelli F. Bianchi 29