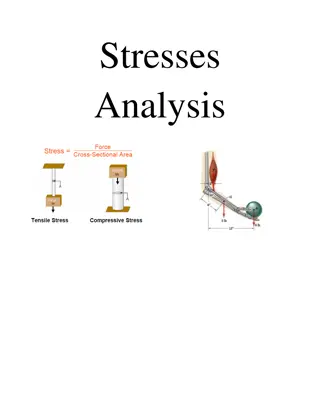
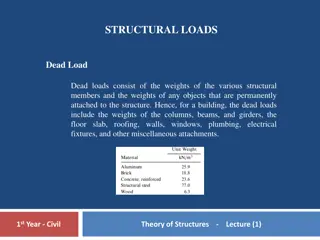
Loads, Stress, and Strain in Materials Engineering

•
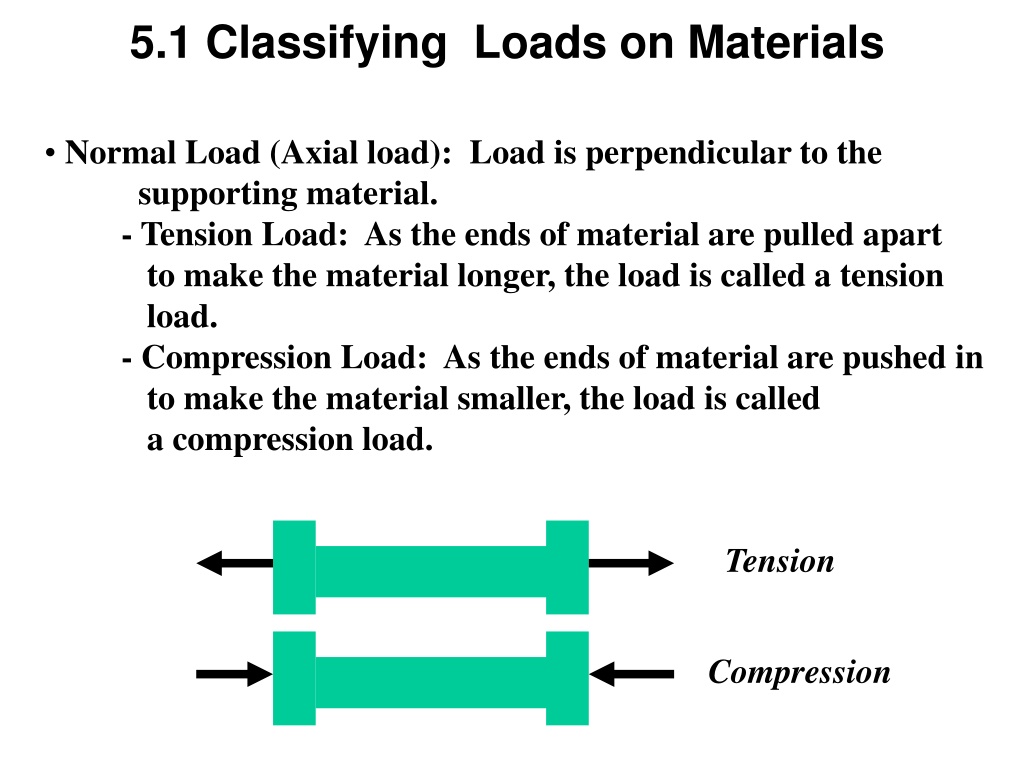
Normal Load (Axial load): Load is perpendicular to the
supporting material.
- Tension Load: As the ends of material are pulled apart
to make the material longer, the load is called a tension
load.
- Compression Load: As the ends of material are pushed in
to make the material smaller, the load is called
a compression load.


Tension
Compression
5
.
1
C
l
a
s
s
i
f
y
i
n
g
L
o
a
d
s
o
n
M
a
t
e
r
i
a
l
s

•
Shear Load : Tangential load
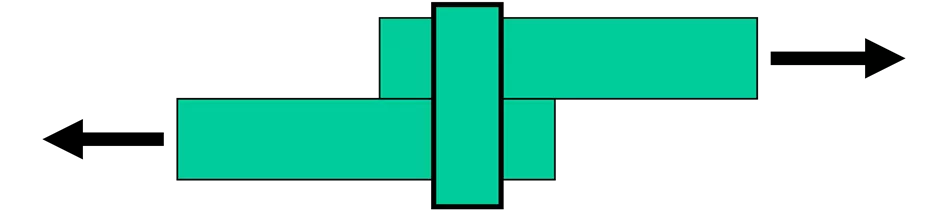
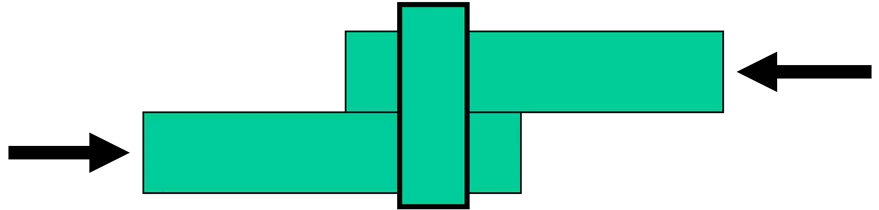
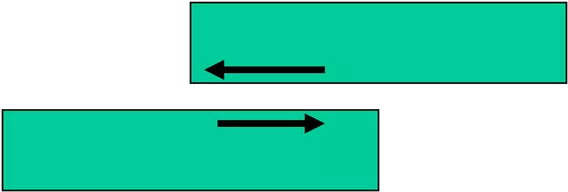
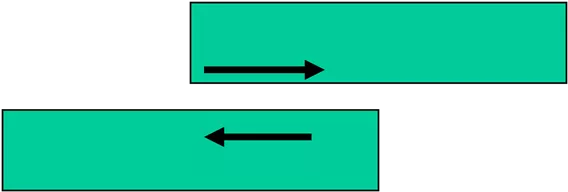
pulling apart




















Pressure
Cargo
C
l
a
s
s
i
f
y
i
n
g
L
o
a
d
s
o
n
M
a
t
e
r
i
a
l
s
•
Torsion Loads: Angular distortion on a component, such as a
shaft, when a moment is applied. (Twisting)
•
Thermal Loads: Distortion caused be heating or cooling a
material. A normal load is created when the material is
constrained in any direction in the plane that is constrained.
C
l
a
s
s
i
f
y
i
n
g
L
o
a
d
s
o
n
M
a
t
e
r
i
a
l
s
5
.
2
S
t
r
e
s
s
a
n
d
S
t
r
a
i
n
In order to compare materials, we must have measures.
•
Stress : load per unit Area
F : load applied in pounds
A : cross sectional area in in
²
: stress in psi
A
F
F
•
Strain:
-
Ratio of elongation of a material to the original length
- unit deformation
e
:
e
l
o
n
g
a
t
i
o
n
(
f
t
)
L
o
:
u
n
l
o
a
d
e
d
(
o
r
i
g
i
n
a
l
)
l
e
n
g
t
h
o
f
a
m
a
t
e
r
i
a
l
(
f
t
)
: strain
(ft/ft)
or
(in/in)
Elongation:
L
: loaded length of a material (ft)
Lo
e
L
S
t
r
e
s
s
a
n
d
S
t
r
a
i
n
Baldwin Hydraulic Machine for Tension & Compression test
5
.
3
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
•
A plot of Strain vs. Stress.
•
The diagram gives us the behavior of the material and
material properties.
•
Each material produces a different stress-strain
diagram.
S
t
r
a
i
n
(
)
(
e
/
L
o
)
4
1
2
3
5
S
t
r
e
s
s
(
F
/
A
)
Elastic
Region
Plastic
Region
Strain
Hardening
Fracture
ultimate
tensile
strength
S
l
o
p
e
=
E
Elastic region
slope=Young’s(elastic) modulus
yield strength
Plastic region
ultimate tensile strength
strain hardening
fracture
necking
yield
strength
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
•
E
l
a
s
t
i
c
R
e
g
i
o
n
(
P
o
i
n
t
1
–
2
)
- The material will return to its original shape
after the material is unloaded( like a rubber band).
- The stress is linearly proportional to the strain in
this region.
: Stress (psi)
E
:
E
l
a
s
t
i
c
m
o
d
u
l
u
s
(
Y
o
u
n
g
’
s
M
o
d
u
l
u
s
)
(
p
s
i
)
: Strain (in/in)
-
Point 2 :
Yield Strength
: a point at which permanent
deformation occurs. ( If it is passed, the material will
no longer return to its original length.)
or
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
S
t
r
a
i
n
(
)
(
e
/
L
o
)
4
1
2
3
5
S
t
r
e
s
s
(
F
/
A
)
Elastic
Region
Plastic
Region
Strain
Hardening
Fracture
ultimate
tensile
strength
S
l
o
p
e
=
E
Elastic region
slope=Young’s(elastic) modulus
yield strength
Plastic region
ultimate tensile strength
strain hardening
fracture
necking
yield
strength
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
- The strain, or elongation over a unit length, will behave linearly (as in
y=mx +b) and thus predictable.
-
The material will return to its original shape (Point 1) once an applied load
is removed.
- The stress within the material is less than what is required to create a
plastic behavior (deform or stretch significantly without increasing stress).
The ELASTIC Range Means
:
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
P
l
a
s
t
i
c
R
e
g
i
o
n
(
P
o
i
n
t
2
–
3
)
- If the material is loaded beyond the yield strength,
the material will not return to its original shape
after unloading.
- It will have some permanent deformation.
- If the material is unloaded at Point 3, the curve will
proceed from Point 3 to Point 4. The slope will be
the as the slope between Point 1 and 2.
- The distance between Point 1 and 4 indicates the
amount of permanent deformation.
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
S
t
r
a
i
n
(
)
(
e
/
L
o
)
4
1
2
3
5
S
t
r
e
s
s
(
F
/
A
)
Elastic
Region
Plastic
Region
Strain
Hardening
Fracture
ultimate
tensile
strength
S
l
o
p
e
=
E
Elastic region
slope=Young’s(elastic) modulus
yield strength
Plastic region
ultimate tensile strength
strain hardening
fracture
necking
yield
strength
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
S
t
r
a
i
n
H
a
r
d
e
n
i
n
g
- If the material is loaded again from Point 4, the
curve will follow back to Point 3 with the same
Elastic Modulus(slope).
- The material now has a higher yield strength of
Point 4.
- Raising the yield strength by permanently straining
the material is called Strain Hardening.
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
S
t
r
a
i
n
(
)
(
e
/
L
o
)
4
1
2
3
5
S
t
r
e
s
s
(
F
/
A
)
Elastic
Region
Plastic
Region
Strain
Hardening
Fracture
ultimate
tensile
strength
S
l
o
p
e
=
E
Elastic region
slope=Young’s(elastic) modulus
yield strength
Plastic region
ultimate tensile strength
strain hardening
fracture
necking
yield
strength
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
T
e
n
s
i
l
e
S
t
r
e
n
g
t
h
(
P
o
i
n
t
3
)
- The largest value of stress on the diagram is called
Tensile Strength(TS) or Ultimate Tensile Strength
(UTS)
- It is the maximum stress which the material can
support without breaking.
F
r
a
c
t
u
r
e
(
P
o
i
n
t
5
)
- If the material is stretched beyond Point 3, the stress
decreases as necking and non-uniform deformation
occur.
- Fracture will finally occur at Point 5.
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
S
t
r
a
i
n
(
)
(
e
/
L
o
)
4
1
2
3
5
S
t
r
e
s
s
(
F
/
A
)
Elastic
Region
Plastic
Region
Strain
Hardening
Fracture
ultimate
tensile
strength
S
l
o
p
e
=
E
Elastic region
slope=Young’s(elastic) modulus
yield strength
Plastic region
ultimate tensile strength
strain hardening
fracture
necking
yield
strength
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
A36 Steel
S
t
r
e
s
s
-
S
t
r
a
i
n
D
i
a
g
r
a
m
5
.
4
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
•
Strength
•
Hardness
•
Ductility
•
Brittleness
•
Toughness
Characteristics of Material are described as
S
t
r
e
n
g
t
h
:
-
Measure of the material property to resist deformation
and to maintain its shape
- It is quantified in terms of yield stress or ultimate
tensile strength .
- High carbon steels and metal alloys have higher strength
than pure metals.
- Ceramic
also exhibit high strength characteristics.
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
ult
y
H
a
r
d
n
e
s
s
:
-
Measure of the material property to resist indentation,
abrasion and wear.
- It is quantified by hardness scale such as Rockwell and
Brinell hardness scale that measure indentation /
penetration under a load.
- Hardness and Strength correlate well because both
properties are related to inter-molecular bonding. A
high-strength material is typically resistant to wear
and abrasion.
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
A comparison of hardness of some typical materials:
D
u
c
t
i
l
i
t
y
:
-
Measure of the material property to deform before failure.
- It is quantified by reading the value of strain at the
fracture point on the stress strain curve.
-
Ductile materials can be pulled or drawn into pipes, wire,
and other structural shapes
- Examples of ductile material :
low carbon steel
aluminum
copper
brass
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
B
r
i
t
t
l
e
n
e
s
s
:
-
Measure of the material’s inability to deform before failure.
- The opposite of ductility.
- Example of ductile material : glass, high carbon steel,
ceramics
D
u
c
t
i
l
e
B
r
i
t
t
l
e
S
t
r
e
s
s
S
t
r
a
i
n
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
T
o
u
g
h
n
e
s
s
:
-
M
e
a
s
u
r
e
o
f
t
h
e
m
a
t
e
r
i
a
l
a
b
i
l
i
t
y
t
o
a
b
s
o
r
b
e
n
e
r
g
y
.
-
It is measured by two methods.
a) Integration of stress strain curve
- Slow absorption of energy
-
Absorbed energy per unit volume
unit : (lb/in
²) *(in/in)
=lb
·
in/in
³
b) Charpy test
-
Ability to absorb energy of an impact without
fracturing.
- Impact toughness can be measured.
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
Charpy V-Notch Test:
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
Charpy V-Notch Test:
- Charpy test is an impact toughness measurement test
because the energy is absorbed by the specimen very
rapidly.
- The potential energy of the pendulum before and after
impact can be calculated form the initial and final
location of the pendulum.
- The potential energy difference is the energy it took to
break the material
absorbed during the impact.
- Purpose is to evaluate the impact toughness as a
function of temperature
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
Charpy V-Notch Test:
Charpy V-Notch Test:
-
At low temperature, where the material is brittle and
not strong, little energy is required to fracture the material.
-
At high temperature, where the material is more ductile
and stronger, greater energy is required to fracture the
material
-
The transition temperature is the boundary between brittle
and ductile behavior.
The transition temperature is an extremely important
parameter in selection of construction material.
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
High Carbon Steel
Stainless Steel
Charpy V-Notch Test:
F
a
t
i
g
u
e
:
•
The repeated application of stress typically produced by
an oscillating load such as vibration.
•
Sources of ship vibration are engine, propeller and waves.
Cycles N at Fatigue Failure
Stress (psi)
S
t
e
e
l
A
l
u
m
i
n
u
m
Endurance Limit
: A certain threshold
stress which will not cause the fatigue
failure for the number of cycles.
Aluminum has no endurance limit
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
MAXIMUM stress decreases as the number of loading cycles increases.
F
a
c
t
o
r
s
e
f
f
e
c
t
i
n
g
M
a
t
e
r
i
a
l
P
r
o
p
e
r
t
i
e
s
Temperature
:
Increasing temperature will:
- Decrease Modulus of Elasticity
(As Long as Structure Does Not Change)
- Decrease Yield Strength
- Decrease Ultimate Tensile Strength
- Decrease Hardness
- Increase Ductility
- Decrease Brittleness
Environment:
- Sulfites, Chlorine, Oxygen in water,
Radiation, Pressure
Thermal Treatments
(Application of heat over varying time):
Hardening:
- Heating higher than its critical temperature then
cooling rapidly.
- Improves hardness.
- Increases internal stresses, may cause cracking.
Annealing:
- Heating higher than its critical temperature then
cooling slowly.
- Improves hardness, strength, and ductility.
- Ship’s hulls are annealed.
Ways to Effect / Alter Material Properties
Alloying
(Adding other elements to alter the molecular properties):
- Steel: Carbon, chromium, molybdenum, nickel, tungsten,
manganese
- Aluminum: Copper, manganese, silicon, zinc, magnesium
Ways to Effect / Alter Material Properties
Thermal Treatments:
Hot-Working:
- Forming of shapes while material is hot.
- Less internal stresses due to annealing (change in
the molecular structure).
Cold-Working:
- Forming shapes while material is cold.
- Causes internal stresses, resulting in a stronger shape.
Tempering:
- Steel is heated below the critical temperature and
cooled slowly.
-
Used with hardening to reduce the internal stresses.
Corrosion & Corrosion Protection
Corrosion is the destruction of metals due to oxidation or
other chemical reactions.
- Cathodic Protection
- Charging the metal to slow/ stop reaction
with other elements
- Providing a sacrificial metal to give up ions
instead of the structure giving up ions (and
corroding)
Corrosion Protection:
- Design to eliminate conditions favorable to corrosion
- You, a wire brush, and paint
Example:
Mooring line length =100 ft
diameter=1.0 in
Axial loading applied=25,000 lb
Elongation due to loading=1.0 in
mooring line
loading
1) Find the normal stress.
2) Find the strain.
Example:
- Salvage crane is lifting an object of 20,000 lb.
- Characteristics of the cable
diameter=1.0 in, length prior to lifting =50 ft
1) Find the normal stress in the cable.
2) Find the strain.
3) Determine the cable stretch in inches.
5.5 Non-Destructive Testing (NDT)
Three Main Types of NDT in Naval Architecture:
Welding/Brazing/Surface-Subsurface Inspections
Hydrostatic
Weight Test
Visual Test (VT)
- Naked Eye or Optical Inspection.
- Always done before other NDT’s.
- Often only NDT required.
Liquid (Dye) Penetrant Test (PT)
- A liquid penetrant and developer are applied
to the test item surface, causing a color change
where surface cracks or flaw exist.
Magnetic Particle Testing (MT)
- The test item is magnetized, then metal particles
are applied to the inspection surface. The particles
will line up along a surface or near surface crack/flaw
giving a visual indication of size and location.
External Tests
Non-Destructive Testing (NDT)
D
y
e
P
e
n
e
t
r
a
n
t
T
e
s
t
(
P
T
)
For ferrous and non-ferrous material.
Used on most welded joints.
Followed by radiographic test if required.
M
a
g
n
e
t
i
c
P
a
r
t
i
c
l
e
T
e
s
t
(
M
T
)
-
Method that can be used to find surface and near surface
flaws in ferromagnetic materials such as steel and iron.
-
The technique uses the principle that magnetic fields
(flux) will be distorted by the presence of a flaw.
For ferrous material only.
Used on most structural welds.
Followed by radiographic test if required
.
N
o
n
-
D
e
s
t
r
u
c
t
i
v
e
T
e
s
t
i
n
g
(
N
D
T
)
Ultrasonic Testing (UT)
- A transducer sends ultrasonic waves into the material.
Time and distance is displayed on the oscilloscope.
•
Reads material thickness.
•
Identifies bonding in silver brazes.
•
Shows shear wave for flaws in plates.
Radiographic Testing (RT)
- Uses X-ray or gamma ray to record a permanent image
on file or a photo-reactive plate for interpretation.
- Detects flaws, breaks, or gaps in materials.
Eddy Current Testing (ET)
- Uses magnetic ultra sound to produce eddy currents in a
material to detect surface cracks. Results displayed on
oscilloscope.
- Used only for acceptance, not for final rejection.
U
l
t
r
a
s
o
n
i
c
T
e
s
t
(
U
T
)
Can be used on all metals and nonmetals.
Excellent technique for detecting deep flaws in tubing, rods,
adhesive-joined joints.
It is used on aircraft to detect structural cracks.
Needs trained technician to interpret the results.
R
a
d
i
o
g
r
a
p
h
i
c
T
e
s
t
(
R
T
)
RT requires trained technicians.
RT may have large effect on ship access and watchstanding.
The picture shows the integrity of welding
for the 2.5mm thick steel plate
E
d
d
y
C
u
r
r
e
n
t
T
e
s
t
(
E
T
)
Elliptical Crack
Detects cracks on both ferromagnetic and non-ferromagnetic materials.
If rejected, verification required by:
•
Magnetic Particle Test for ferrous materials.
•
Liquid Penetrant Test for non-ferrous materials.
Some Systems Subjected to Hydrostatic Testing:
–
Drainage Systems
–
Firemain/Flush/Seawater Circulations Systems
–
Steam Systems
–
Compressed Air Systems
–
Fuel Systems
–
Hydraulic Systems
–
Feed/Condensate Systems
–
Fresh Water Systems
–
Sewage Systems
Subjected to Hydrostatic Testing:
–
Valves
–
Piping
–
Heat Exchangers
–
Pumps
–
Mechanical Connections
–
Flasks
Hydrostatic Tests
•
Fluid systems are hydrostatically tested during initial
construction, and subsequent to repairs,
modifications, and component replacement; to verify
the leak tightness of the system.
•
Operational pressure tests are performed periodically
to determine leak tightness of system mechanical
joints.
•
Operational pressure tests are also performed
instead of hydrostatic tests, when the criteria for the
Operating Pressure Test Option are met.
•
The basic purpose of all such tests is to ascertain
that the system can perform its intended function
safely and reliably.
Hydrostatic Tests
Hydrostatic Tests
Generally, the sequence for testing is:
a. Establish required prerequisites and initial conditions.
b. Align the system for testing.
c. Pressurize the system slowly and incrementally.
d. Check for leaks at normal operating pressure and two lower
incremental pressures.
e. Continue to increase pressure to hydrostatic test pressure.
f. Perform required inspections.
g. Depressurize, remove temporary equipment, and restore the system
to the conditions required for subsequent evolutions.
Hydrostatic Tests
The criterion for an acceptable
hydrostatic test is there shall be no
leakage or permanent deformation
of pressure-containing parts, as
determined by visual examination,
except:
a.
The leakage does not become
hazardous to personnel.
b. The leakage can be adequately
contained to protect equipment.
c. The leakage is within the capacity of
the hydrostatic test pump to
maintain pressure throughout the
test.
Typical Test Requirement:
Must hold 135% of system
design pressure for 30 minutes,
followed by visual inspection.
Weight Tests
Purpose is to test weight handling
equipment
Applicable to all weight handling
equipment
Examples of weight handling
equipment:
- Ordnance Handling Equipment
- Underway Replenishment Equipment
- Shipboard Stores and Provision Handling Equipment
- Hull Fittings, Lashing Gear, and Access Closures
- Hoist, Chain Falls, Hook and Trolley Suspensions
- Cranes, Davits, Booms
- Wire and Fiber Rope and Rigging
- Strongbacks, Shackles, Blocks, Yokes, Straps, and Slings
- Elevators
Weight Tests
General Procedure
(Correct all deficiencies prior to going on to the next step)
–
Pre-Test Inspection
•
Visual Inspection
–
Foundations, Mounts, Controls, Rigging, Couples, Safeties, Hydraulics,
Motors, Pumps, etc
•
Operational Test
–
Check Operating Parameters, Leaks, Safety Shutdowns, etc
–
No-Load Test
–
Look for Damage, Operating Temperatures, and Brake Adjustment
–
Rated Load Test
–
Ensure equipment operates at rated conditions without overheating or other failures
–
Static Load Test
–
Checks for safeties at conditions above rated load
»
Structural Integrity, Brakes, Ratchet and Pawls
–
Do not use equipment being tested to lift the static overload
–
Typical test is 150-220% of rated load for 10 minutes.
–
Dynamic Overload Test
–
Test ability of equipment to operate with overload.
–
Typically test if ~125-150% of rated load.
Note: Above values are for pier side testing. If at sea the requirements
for the static and dynamic testing are reduced, however the rated load is
also reduced.
This content covers the classification of loads on materials including normal, shear, and torsion loads, as well as thermal loads. It further explains stress as the load per unit area and strain as the ratio of elongation of a material to its original length. The stress-strain diagram, along with the behavior of materials under different conditions, is also discussed in detail.

Download Presentation

Please find below an Image/Link to download the presentation.
The content on the website is provided AS IS for your information and personal use only. It may not be sold, licensed, or shared on other websites without obtaining consent from the author.If you encounter any issues during the download, it is possible that the publisher has removed the file from their server.
You are allowed to download the files provided on this website for personal or commercial use, subject to the condition that they are used lawfully. All files are the property of their respective owners.
The content on the website is provided AS IS for your information and personal use only. It may not be sold, licensed, or shared on other websites without obtaining consent from the author.
E N D
Presentation Transcript
5.1 Classifying Loads on Materials Normal Load (Axial load): Load is perpendicular to the supporting material. - Tension Load: As the ends of material are pulled apart to make the material longer, the load is called a tension load. - Compression Load: As the ends of material are pushed in to make the material smaller, the load is called a compression load. Tension Compression
Classifying Loads on Materials Shear Load : Tangential load pulling apart Cargo Pressure
Classifying Loads on Materials Torsion Loads: Angular distortion on a component, such as a shaft, when a moment is applied. (Twisting) Thermal Loads: Distortion caused be heating or cooling a material. A normal load is created when the material is constrained in any direction in the plane that is constrained.
5.2 Stress and Strain In order to compare materials, we must have measures. Stress : load per unit Area F = A F : load applied in pounds A : cross sectional area in in : stress in psi A F F
Stress and Strain Strain: - Ratio of elongation of a material to the original length - unit deformation e = Lo e L L o e : elongation (ft) Lo : unloaded(original) length of a material (ft) : strain (ft/ft) or (in/in) Elongation: e = L L o L : loaded length of a material (ft)
5.3 Stress-Strain Diagram A plot of Strain vs. Stress. The diagram gives us the behavior of the material and material properties. Each material produces a different stress-strain diagram.
Stress-Strain Diagram ultimate tensile strength UTS 3 necking Strain Hardening yield strength Fracture 5 y 2 Elastic region slope=Young s(elastic) modulus yield strength Plastic region ultimate tensile strength strain hardening fracture Plastic Region Elastic Region = E 4 1 E = Strain ( ) (e/Lo) y = E 2 1
Stress-Strain Diagram Elastic Region (Point 1 2) - The material will return to its original shape after the material is unloaded( like a rubber band). - The stress is linearly proportional to the strain in this region. E = : Stress (psi) E: Elastic modulus (Young s Modulus) (psi) : Strain (in/in) - Point 2 : Yield Strength : a point at which permanent deformation occurs. ( If it is passed, the material will no longer return to its original length.) E= or
Stress-Strain Diagram ultimate tensile strength UTS 3 necking Strain Hardening yield strength Fracture 5 y 2 Elastic region slope=Young s(elastic) modulus yield strength Plastic region ultimate tensile strength strain hardening fracture Plastic Region Elastic Region = E 4 1 E= Strain ( ) (e/Lo) y = E 2 1
Stress-Strain Diagram The ELASTIC Range Means: - The strain, or elongation over a unit length, will behave linearly (as in y=mx +b) and thus predictable. -The material will return to its original shape (Point 1) once an applied load is removed. - The stress within the material is less than what is required to create a plastic behavior (deform or stretch significantly without increasing stress).
Stress-Strain Diagram Plastic Region (Point 2 3) - If the material is loaded beyond the yield strength, the material will not return to its original shape after unloading. - It will have some permanent deformation. - If the material is unloaded at Point 3, the curve will proceed from Point 3 to Point 4. The slope will be the as the slope between Point 1 and 2. - The distance between Point 1 and 4 indicates the amount of permanent deformation.
Stress-Strain Diagram ultimate tensile strength UTS 3 necking Strain Hardening yield strength Fracture 5 y 2 Elastic region slope=Young s(elastic) modulus yield strength Plastic region ultimate tensile strength strain hardening fracture Plastic Region Elastic Region = E 4 1 E= Strain ( ) (e/Lo) y = E 2 1
Stress-Strain Diagram Strain Hardening - If the material is loaded again from Point 4, the curve will follow back to Point 3 with the same Elastic Modulus(slope). - The material now has a higher yield strength of Point 4. - Raising the yield strength by permanently straining the material is called Strain Hardening.
Stress-Strain Diagram ultimate tensile strength UTS 3 necking Strain Hardening yield strength Fracture 5 y 2 Elastic region slope=Young s(elastic) modulus yield strength Plastic region ultimate tensile strength strain hardening fracture Plastic Region Elastic Region = E 4 1 E= Strain ( ) (e/Lo) y = E 2 1
Stress-Strain Diagram Tensile Strength (Point 3) - The largest value of stress on the diagram is called Tensile Strength(TS) or Ultimate Tensile Strength (UTS) - It is the maximum stress which the material can support without breaking. Fracture (Point 5) - If the material is stretched beyond Point 3, the stress decreases as necking and non-uniform deformation occur. - Fracture will finally occur at Point 5.
Stress-Strain Diagram ultimate tensile strength UTS 3 necking Strain Hardening yield strength Fracture 5 y 2 Elastic region slope=Young s(elastic) modulus yield strength Plastic region ultimate tensile strength strain hardening fracture Plastic Region Elastic Region = E 4 1 E= Strain ( ) (e/Lo) y = E 2 1
Stress-Strain Diagram A36 Steel
5.4 Material Properties Characteristics of Material are described as Strength Hardness Ductility Brittleness Toughness
Material Properties Strength: - Measure of the material property to resist deformation and to maintain its shape - It is quantified in terms of yield stress or ultimate y tensile strength . ult - High carbon steels and metal alloys have higher strength than pure metals. - Ceramicalso exhibit high strength characteristics.
Material Properties Hardness: -Measure of the material property to resist indentation, abrasion and wear. - It is quantified by hardness scale such as Rockwell and Brinell hardness scale that measure indentation / penetration under a load. - Hardness and Strength correlate well because both properties are related to inter-molecular bonding. A high-strength material is typically resistant to wear and abrasion.
A comparison of hardness of some typical materials: Brinell Hardness Material Pure Aluminum 15 Pure Copper 35 Mild Steel 120 304 Stainless Steel 250 Hardened Tool Steel 650/700 Hard Chromium Plate 1000 Chromium Carbide 1200 Tungsten Carbide 1400 Titanium Carbide 2400 Diamond 8000 Sand 1000
Material Properties Ductility: -Measure of the material property to deform before failure. - It is quantified by reading the value of strain at the fracture point on the stress strain curve. - Ductile materials can be pulled or drawn into pipes, wire, and other structural shapes - Examples of ductile material : low carbon steel aluminum copper brass
Material Properties Brittleness: - Measure of the material s inability to deform before failure. - The opposite of ductility. - Example of ductile material : glass, high carbon steel, ceramics Brittle Ductile Strain
Material Properties Toughness: -Measure of the material ability to absorb energy. - It is measured by two methods. a) Integration of stress strain curve - Slow absorption of energy - Absorbed energy per unit volume unit : (lb/in ) *(in/in) =lb in/in b) Charpy test - Ability to absorb energy of an impact without fracturing. - Impact toughness can be measured.
Material Properties Charpy V-Notch Test: Figure 5.6 - Operation of Charpy v-notch Impact Test
Material Properties Charpy V-Notch Test: - Charpy test is an impact toughness measurement test because the energy is absorbed by the specimen very rapidly. - The potential energy of the pendulum before and after impact can be calculated form the initial and final location of the pendulum. - The potential energy difference is the energy it took to break the material absorbed during the impact. - Purpose is to evaluate the impact toughness as a function of temperature
Material Properties Charpy V-Notch Test: Charpy Toughness(lb in) Ductile Behavior Brittle Behavior Transition Temperature Temperature ( F)
Material Properties Charpy V-Notch Test: - At low temperature, where the material is brittle and not strong, little energy is required to fracture the material. - At high temperature, where the material is more ductile and stronger, greater energy is required to fracture the material -The transition temperature is the boundary between brittle and ductile behavior. The transition temperature is an extremely important parameter in selection of construction material.
Charpy V-Notch Test: High Carbon Steel Stainless Steel
Material Properties Fatigue: The repeated application of stress typically produced by an oscillating load such as vibration. Sources of ship vibration are engine, propeller and waves. MAXIMUM stress decreases as the number of loading cycles increases. Endurance Limit : A certain threshold stress which will not cause the fatigue failure for the number of cycles. Steel Aluminum Aluminum has no endurance limit Cycles N at Fatigue Failure
Factors effecting Material Properties Temperature : Increasing temperature will: - Decrease Modulus of Elasticity (As Long as Structure Does Not Change) - Decrease Yield Strength - Decrease Ultimate Tensile Strength - Decrease Hardness - Increase Ductility - Decrease Brittleness Environment: - Sulfites, Chlorine, Oxygen in water, Radiation, Pressure
Ways to Effect / Alter Material Properties Alloying (Adding other elements to alter the molecular properties): - Steel: Carbon, chromium, molybdenum, nickel, tungsten, manganese - Aluminum: Copper, manganese, silicon, zinc, magnesium Thermal Treatments (Application of heat over varying time): Annealing: - Heating higher than its critical temperature then cooling slowly. - Improves hardness, strength, and ductility. - Ship s hulls are annealed. Hardening: - Heating higher than its critical temperature then cooling rapidly. - Improves hardness. - Increases internal stresses, may cause cracking.
Ways to Effect / Alter Material Properties Thermal Treatments: Tempering: - Steel is heated below the critical temperature and cooled slowly. - Used with hardening to reduce the internal stresses. Hot-Working: - Forming of shapes while material is hot. - Less internal stresses due to annealing (change in the molecular structure). Cold-Working: - Forming shapes while material is cold. - Causes internal stresses, resulting in a stronger shape.
Corrosion & Corrosion Protection Corrosion is the destruction of metals due to oxidation or other chemical reactions. Corrosion Protection: - Design to eliminate conditions favorable to corrosion - You, a wire brush, and paint - Cathodic Protection - Charging the metal to slow/ stop reaction with other elements - Providing a sacrificial metal to give up ions instead of the structure giving up ions (and corroding)
Example: Mooring line length =100 ft diameter=1.0 in Axial loading applied=25,000 lb Elongation due to loading=1.0 in 1) Find the normal stress. mooring line 25 000 , in = F lb loading = = = 31 800 , psi 2 . 0 = 785 A (0.5 = 2 2 2 A r ) . 0 785 in in 2) Find the strain. 1 e in = = = 00083 . 0 ( / ) in in 12 in L 100 ft o 1 ft
Example: - Salvage crane is lifting an object of 20,000 lb. - Characteristics of the cable diameter=1.0 in, length prior to lifting =50 ft = y 60 = 000 , psi 70 000 , psi UT = 6 35 10 psi E 1) Find the normal stress in the cable. 20 000 , in = F lb = = = 25 , 478 psi 2 . 0 = 785 2 A (0.5 = 2 2 (A r ) . 0 785 ) in in 2) Find the strain. = 25 478 , 6 psi = = 000728 . 0 ( / ) in in 35 10 E psi 3) Determine the cable stretch in inches. e = L o 12 in = = = 000728 . 0 ( / ) ( 50 ) . 0 44 e L in in ft in o 1 ft
5.5 Non-Destructive Testing (NDT) Three Main Types of NDT in Naval Architecture: Welding/Brazing/Surface-Subsurface Inspections Hydrostatic Weight Test
Non-Destructive Testing (NDT) External Tests Visual Test (VT) - Naked Eye or Optical Inspection. - Always done before other NDT s. - Often only NDT required. Liquid (Dye) Penetrant Test (PT) - A liquid penetrant and developer are applied to the test item surface, causing a color change where surface cracks or flaw exist. Magnetic Particle Testing (MT) - The test item is magnetized, then metal particles are applied to the inspection surface. The particles will line up along a surface or near surface crack/flaw giving a visual indication of size and location.
Dye Penetrant Test (PT) For ferrous and non-ferrous material. Used on most welded joints. Followed by radiographic test if required.
Magnetic Particle Test (MT) - Method that can be used to find surface and near surface flaws in ferromagnetic materials such as steel and iron. - The technique uses the principle that magnetic fields (flux) will be distorted by the presence of a flaw. For ferrous material only. Used on most structural welds. Followed by radiographic test if required.
Non-Destructive Testing (NDT) Ultrasonic Testing (UT) - A transducer sends ultrasonic waves into the material. Time and distance is displayed on the oscilloscope. Reads material thickness. Identifies bonding in silver brazes. Shows shear wave for flaws in plates. Radiographic Testing (RT) - Uses X-ray or gamma ray to record a permanent image on file or a photo-reactive plate for interpretation. - Detects flaws, breaks, or gaps in materials. Eddy Current Testing (ET) - Uses magnetic ultra sound to produce eddy currents in a material to detect surface cracks. Results displayed on oscilloscope. - Used only for acceptance, not for final rejection.
Ultrasonic Test (UT) Can be used on all metals and nonmetals. Excellent technique for detecting deep flaws in tubing, rods, adhesive-joined joints. It is used on aircraft to detect structural cracks. Needs trained technician to interpret the results.
Radiographic Test (RT) RT requires trained technicians. RT may have large effect on ship access and watchstanding. The picture shows the integrity of welding for the 2.5mm thick steel plate
Eddy Current Test (ET) Elliptical Crack Detects cracks on both ferromagnetic and non-ferromagnetic materials. If rejected, verification required by: Magnetic Particle Test for ferrous materials. Liquid Penetrant Test for non-ferrous materials.
Hydrostatic Tests Some Systems Subjected to Hydrostatic Testing: Drainage Systems Firemain/Flush/Seawater Circulations Systems Steam Systems Compressed Air Systems Fuel Systems Hydraulic Systems Feed/Condensate Systems Fresh Water Systems Sewage Systems Subjected to Hydrostatic Testing: Valves Piping Heat Exchangers Pumps Mechanical Connections Flasks
Hydrostatic Tests Fluid systems are hydrostatically tested during initial construction, and subsequent to repairs, modifications, and component replacement; to verify the leak tightness of the system. Operational pressure tests are performed periodically to determine leak tightness of system mechanical joints. Operational pressure tests are also performed instead of hydrostatic tests, when the criteria for the Operating Pressure Test Option are met. The basic purpose of all such tests is to ascertain that the system can perform its intended function safely and reliably.
Hydrostatic Tests Generally, the sequence for testing is: a. Establish required prerequisites and initial conditions. b. Align the system for testing. c. Pressurize the system slowly and incrementally. d. Check for leaks at normal operating pressure and two lower incremental pressures. e. Continue to increase pressure to hydrostatic test pressure. f. Perform required inspections. g. Depressurize, remove temporary equipment, and restore the system to the conditions required for subsequent evolutions.
Hydrostatic Tests The criterion for an acceptable hydrostatic test is there shall be no leakage or permanent deformation of pressure-containing parts, as determined by visual examination, except: Typical Test Requirement: Must hold 135% of system design pressure for 30 minutes, followed by visual inspection. a. The leakage does not become hazardous to personnel. b. The leakage can be adequately contained to protect equipment. c. The leakage is within the capacity of the hydrostatic test pump to maintain pressure throughout the test.
Weight Tests Purpose is to test weight handling equipment Applicable to all weight handling equipment Examples of weight handling equipment: - Ordnance Handling Equipment - Underway Replenishment Equipment - Shipboard Stores and Provision Handling Equipment - Hull Fittings, Lashing Gear, and Access Closures - Hoist, Chain Falls, Hook and Trolley Suspensions - Cranes, Davits, Booms - Wire and Fiber Rope and Rigging - Strongbacks, Shackles, Blocks, Yokes, Straps, and Slings - Elevators





































")
")
")
")
")
")
")
")